ドクターマーチンができるまで
MAKING OF AN ICON
ブーツの構造
パーツと特徴


ヒールループ
ドクターマーチンのシグネチャーとなるヒールループには、ドクターマーチンの共同設立者であるビル・グリッグスがロゴを思い付いた際に書いた手書きの文字がそのまま採用されています。

バインディング
「英国製」を除くすべてのスタイルにバインディングが施されています。

タン
最大の防水性を確保するために、ベローズタンが縫い付けられています。

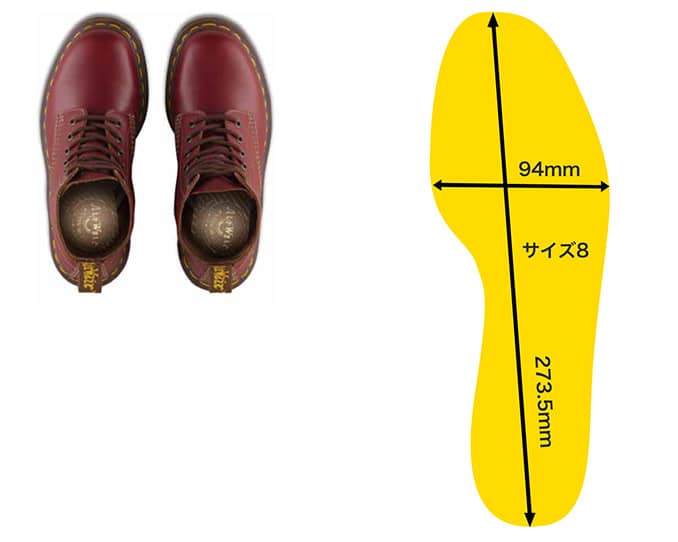
ヴァンプ
靴の前部(トゥ部)を表す用語です。

ピューリタンスティッチ
この3列ステッチにより、靴のクォーターが本縫いで縫合されます。

溝付きソールエッジ
すべての靴のソールには、すぐに見分けがつくほど独特な模様が入っています。この有名な溝付きソールエッジは、不要な部分を取り除く裁断機によって形成されます。

ソール
有名なドクターマーチンのソールは、樹脂、可塑剤、着色剤を組み合わせて作られています。専門の技術者が、すべてのソールに最高のグリップ、柔軟性、耐久性が備わっていることを確認します。

トレッドパターン
ドクターマーチンのソールの模様は独特です。すべてのソールは油、脂肪、酸、ガソリン、アルカリに耐性があります。

ウェルト
耐久性が高いグッドイヤーウェルトが施された構造は、ドクターマーチンの靴作りの中核です。

ウェルトステッチ
ドクターマーチンの特徴となる有名な黄色のステッチです。

ヒートシーリング
溶接と高圧ローラーを用いる独自のプロセスで、ソールに空気を閉じ込めます。そのため、文字通り空気の上を歩いているような履き心地を実現しています。

革
滑らかな革がドクターマーチンの靴の本質的な特徴を具現化しています。型崩れしない耐久性のある製品で、足にぴったりとフィットし、時間が経つほど履き心地が良くなります。
アッパーの構造と組み合わせ方

- ブーツの小さな部分はタンやヴァンプのように曲げる必要性がないため、革のどの部分でも使用することができます。
- ブーツのタンはアッパーの中心となります。ヴァンプに縫い付けてから、クォーターとアイレットの芯材に取り付けます。
- シューズやブーツのつま先の部分はヴァンプ(vamp)と呼ばれています(平らになっている時は、コウモリのように見えるので、連想しやすい名称です)。
- 踵からアイレット(靴紐を通す穴)までの革の部分はクォーターと呼ばれています。これは1足当たり4つずつあるためです。
製造方法


選別とクリッキング
革を選別し、最も強く滑らかな最高の部分だけを使用できるように、裁断のマークを付けます。その後、「クリッカー」がパターンナイフ(抜き型)とプレス機械を使用して、革を裁断します。1枚の革をブーツのアッパー抜き型に従ってさまざまなパーツに裁断した後、革に靴紐を通す穴(アイレット)と縫い目の目印を付けます。


スカイビング
裁断されたそれぞれのパーツは、クロージング時に重ねて縫合する為に革の端をすく「スカイバー(革すき担当)」に渡されます。


アッパーの組み立て/クロージング
踵を包み込む部分(クォーターと言います)を形成する2枚の革パーツを、ミシンを用いてジグザグステッチで縫い合わせます。次に、バックストラップ、有名な「AirWair with Bouncing Sole」と刺繍されたヒールループ、踵の芯材を縫い合わせます。この踵の芯材を用いることで、ドクターマーチンの靴はすべて丈夫で型崩れが発生しないようになっているのです。文字通り、すべての靴が強度と耐久性を考慮して製造されます。


アイレット
アイレットはすべて、機械を用いて穴を開けます。60年代に穴開けに用いられた装置と同じ機械が使われています。コブスレーン工場で働く熟練工なら、1日に最大で1万個のアイレットを打ち抜くことができます。


トゥ部(ヴァンプ)
ブーツとシューズのつま先は、製靴業界で「ヴァンプ」と呼ばれています。ブーツのこの部分は、ラスティングプロセスが開始される前に、必要に応じて簡単に取り外せるようになっています。ヴァンプにトーパフを挿入します。これにより、ブーツに独特のシルエットが生まれます。


ピューリタンスティッチ
この3列ステッチは、ドクターマーチンのDNAに組み込まれている重要要素の1つです。非常に太い8コードスレッドを使用して、ブーツのクォーターをしっかり縫合します。次に、アイレットを追加します。


ラスティング/モールディング
ブーツの製造に用いられるラスト(ヘビーデューティー仕様の足型)に合わせてアッパーを引き上げます。次に、バックパーツ成形機を用いて、アッパーを踵の形状にプレスします。ここで、トゥ部をモールディングします。弾力性を持たせ、革が割けないように、アッパーを加熱します。その後、ラストの上でトゥ部に圧力をかけます。


ウェルトステッチ
有名な黄色のウェルトステッチが施されるアッパーの周りにPVC製のストリップ(ウェルトとして知られています)を縫い付けます。このウェルトにより、AirWairソールが取り付けられる強くて丈夫なリップに仕上がります。


スポットシーリング
スポットシーリングと呼ばれる方法を用いて、アッパーとソールを部分的に接合します。これにより、ヒートシーリングの前にソールパーツが仮圧着されます。


ヒートシーリング
このプロセスの段階は、ドクターマーチンに特有のものです。アッパーとソールの間に摂氏700度に加熱されたブレードを当てます。このローラーにより、ブーツのこの2つの部分が同時に溶解します。この処置により、ソール内部の特別な格子パターンからの空気漏れが防止されます。そのため、ドクターマーチンの靴を履くと、文字通り空気の上を歩いているような感じになるのです。


アウトソールエッジのトリミング
ジグザグ形の裁断機で、靴の外側の余分なウェルトとソール材料を取り除きます。この鋭い回転ブレードにより余分な部分が切り取られることで、有名なツートンの溝付きソールエッジが誕生します。


検査
ドクターマーチンでは、45ポイントの厳密な点検に合格した製品のみを工場から出荷しています。訓練を受けた検査員チームが、強度、耐久性、快適性の点ですべての靴が高い水準を満たしていることを確認します。ドクターマーチンの名前を冠するに値する製品のみをお客様に提供しているのです。
象徴的なパーツ
-

DMSソールパターン
靴業界で革命を起こしたドクターマーチンのエアクッションソール。1950年代の革張りの硬い靴とは一線を画します。すぐに見分けられるほど独特なトレッドパターンが、ドクターマーチンの全体的な美しさを引き上げます。
-

ヒールループ
ブーツの外側にブランド名を付けるというのも前代未聞の出来事でしたが、ドクターマーチンのヒールループはブランドの宣伝という点でも、実用的なデザインという点でも非常に革新的なアイデアです。黒い織地のループに独特の黄色で「AirWair with Bouncing Soles(弾む履き心地のソール)」と綴られた文字は、ビル・グリッグスの実際の手書きがベースとなっています。元祖のループには、茶色の背景に金色の文字が使われていました。
-

黄色のウェルトステッチ
戦後の1950年代は国を挙げての耐乏生活の時代でした。グリッグス家が1960年に初のドクターマーチンブーツを作ったとき、それがユニークなデザインの独特な製品であることは一目瞭然でした。さらに、より一層の差別化を図るため、グリッグスは黄色のウェルトステッチを採用し、製品に特有な要素を加えました。ウェルトをアッパーに縫い合わすために用いる糸はどんな色でも構わなかったわけですが、暗い色の革とウェルトには黄色がよく映えて魅力的なコントラストを生み出すという理由で黄色が選ばれたのです。
-
ツートンの溝付きソールエッジ
他ブランドとの差別化要素となる有名かつ明白な商標の1つとして、独特のツートンの溝付きソールエッジが挙げられます。
アウトソール

ドクターマーチンの
エアクッションソール
「Air Cushioned」と名を打つからには、それを証明する重要な特性がソールに備わっていなければなりません。踵部分に刺し込まれる「芯棒」は、最小でも6mmの深さが必要です。この「芯棒」はソールの「ハチの巣」パターンに見られます。ウェルト製法かセメンテッド製法かに関わらず、踵に最小で6mmの深さがある限り「エアクッション」を実現することができます。
ソールの種類
-

DMS
これは、ドクターマーチンの昔ながらのトレッドパターンです。この象徴的なトレッドパターンは、元のシリーズと新たに考案されたシリーズの両方に用いられています。「1460」、「1461」、「Pascal」製品に見られるソールです。
-

BEN / COMMANDO
ドクターマーチンで何年にもわたって使われてきた典型的なソールスタイルは「BEN」ソールです。頑丈な美しさを備えるこのソールは、工業用として、またラギッドファッション向けとして広く使用されています。これは「939 Ben Boot」に見られるソールです。
-

VDM
「Vintage」製品のソールは即座に見分けがつくほど独特です。DMSソール
とはいくつかの重要な相違があります。VDMのトレッドラインはDMSよりも
細く、通常は色が濃い目です。注目に値する事柄として、滑り止めの位置が
挙げられます。元々のドクターマーチンのブーツでは常に角度が付けられ
ていましたが、80年代になってからまっすぐに変更されました。これは
「英国製」の「Vintage 1460」と「Vintage 1461」に見られるソールです。 -

V14
スリムな「V14」のソールは、DMSの後に発売された製品としては最も初期の
ソールの1つです。このスタイルは洗練されたシリーズに使用されています。
昔ながらのドクターマーチンの靴がよりスリムに見えます。これは、「Flora」、
「Emmeline」、「Brook」製品に見られるソールです。 -

CELIA
2001年に製造されたCeliaソールは、女性用の靴に使用されています。最近では、「MIE」と「Fusion」製品に使用されるユニセックスのオプションとして製造されています。これは「Whiton」、「Torriano」、「Torrington」製品に見られるソールです。
-

QUAD
アウトソールとウェルトの間にBexアウトソールと12mmの空気の入ったPVCを配置したウェルテッド製法で、昔ながらのシグネチャーCommandoトレッドを用いてこのプラットフォームソールが作られます。これは「Bex」、「Jadon」、「Masha」製品に見られるソールです。
ソールの製造方法


金型
ドクターマーチンの型は、サイズとスタイル共に特有です。金型はスチールラックに論理的かつ慎重に保管し、個々の金型にサイズとスタイルのIDを付けます。


ペレット
PVCペレットは現地で製造しており、ドクターマーチンのアウトソール製造のために世界中に発送しています。ペレットは異なる色で製造でき、商業的なニーズに従って選択します。移送管を通してペレットを成形機の供給ホッパーに搬送します。このペレットを加熱して、アルミニウム型に注入します。2分後に、冷却した金型からソールを取り出します。


ペレット
PVCペレットは現地で製造しており、ドクターマーチンのアウトソール製造のために世界中に発送しています。ペレットは異なる色で製造でき、商業的なニーズに従って選択します。移送管を通してペレットを成形機の供給ホッパーに搬送します。このペレットを加熱して、アルミニウム型に注入します。2分後に、冷却した金型からソールを取り出します。


品質検査
金型から取り出したら、すぐにそのソールをライトボックスに配置します。ここで、アウトソールに空気が入っていたり、変形が生じたりしていないかどうかを確認します。


リサイクル
検査不合格のアウトソールはスプルーランナーに沿って再処理され、PVC化合物(ペレット)に戻します。


ソール取り付けの準備完了
アウトソールは最低24時間、(スタイルとサイズ別に)コンテナに保管します。この間に、アウトソールが収縮します。
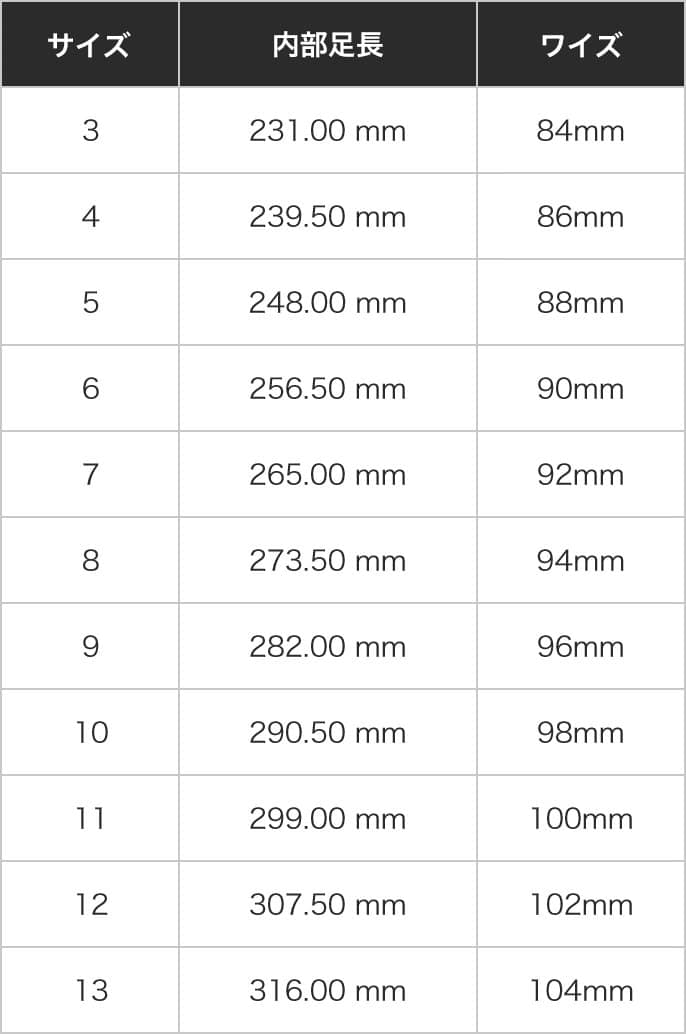
ラスト(靴型・木型)
ラストの構造

- ① ヴェント
- ② シンブル
- ③ トッププレーン
- ④ ヒールカーブ
- ⑤ ヒールピッチ
- ⑥ シートアングル
- ⑦ 踵底部
- ⑧ ウエスト
- ⑨ ボールジョイント
- ⑩ 前足部
- ⑪ トゥスプリング
- ⑫ ヴァンプ
- ⑬ コーン(甲部)

従来、ラストは木や鉄で作られていました。これは、木や鉄には形状を良好に保つ特性があるためです。
今日では、特にヨーロッパと北米においては、通常、木製のラストはオーダーメイドの場合のみに使用されています。ラストは人間の足の形をした機械的な成形物です。これは靴の製造や修繕に不可欠な工具です。
1960年代、より信頼性の高いラストの材料としてプラスチックが使用され始めました。カスタムのラストの場合は硬い木材を使用できますが、大量生産の場合はプラスチックのほうがより効率的にラストを作ることができるからです。通常、DPE#2(高密度ポリエチレン)が用いられますが、この一般的なプラスチックはミルクボトルや食料品袋、サランラップといった家庭用品からリサイクルされたものです。その溶解する特性がラスト成形に適しているのです。
ラストの種類
-
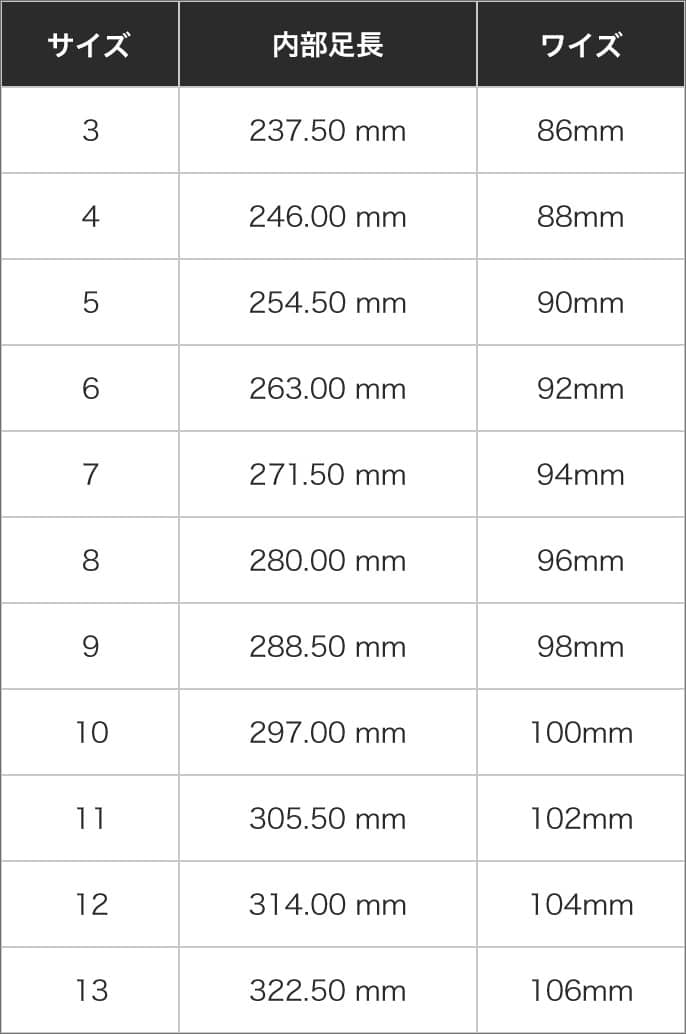
59 LAST
1460、1460/1461、VINTAGE
スクエアトゥ、一般的なワイズ
-
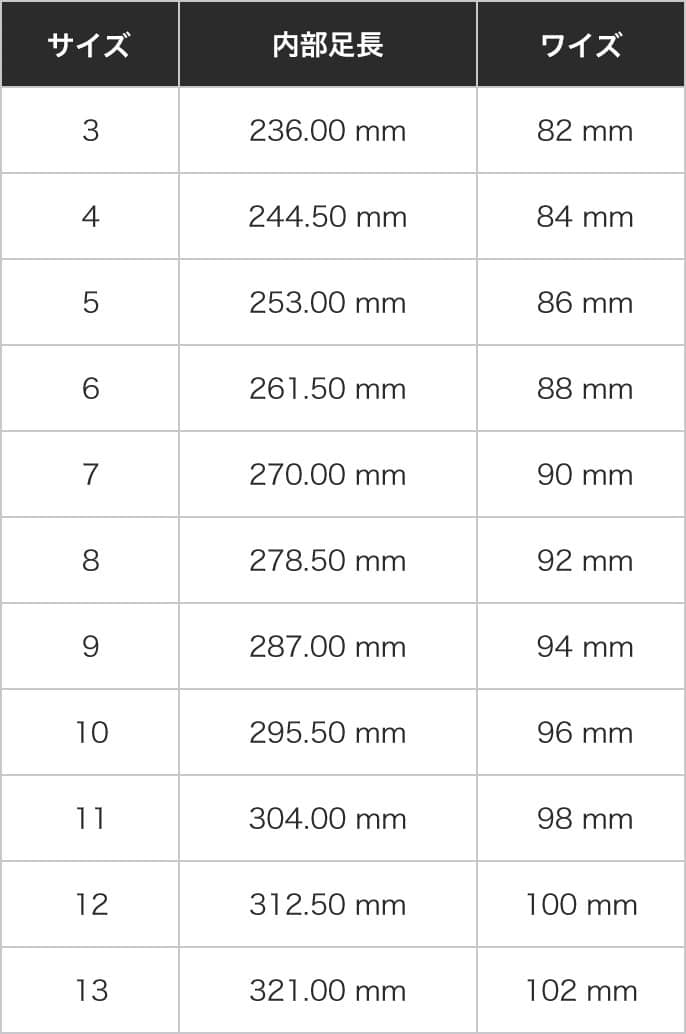
84 LAST
1461PW、3989、ADRIAN
テーパードトゥ、スマートルック

-
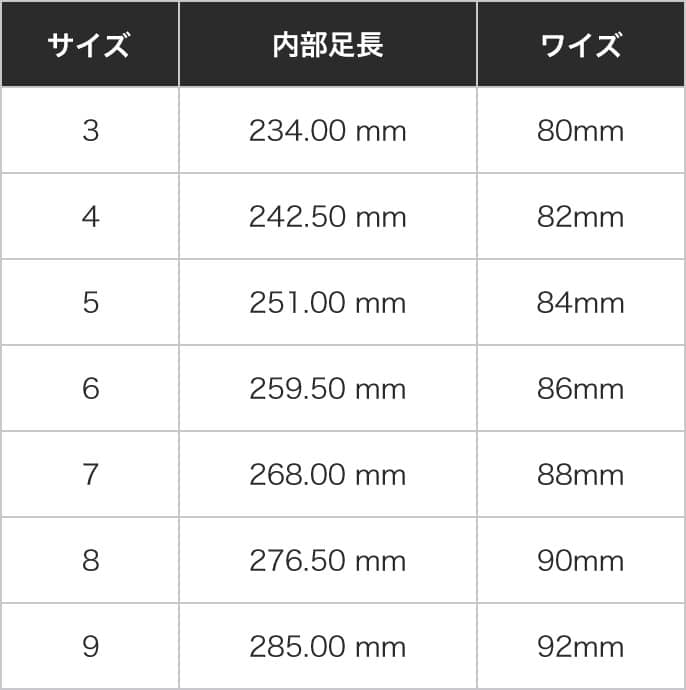
263 LAST
1460 PATENT、PASCAL、1B99、SERENA
レディスコンフォートラスト-ラウンド、ワイドトゥ

-
261 & 262 LAST
2976、1914、1461 SMOOTH
メンズコンフォートラスト-コンフォータブルクラシックルック